






































Wir liefern
Lösungen
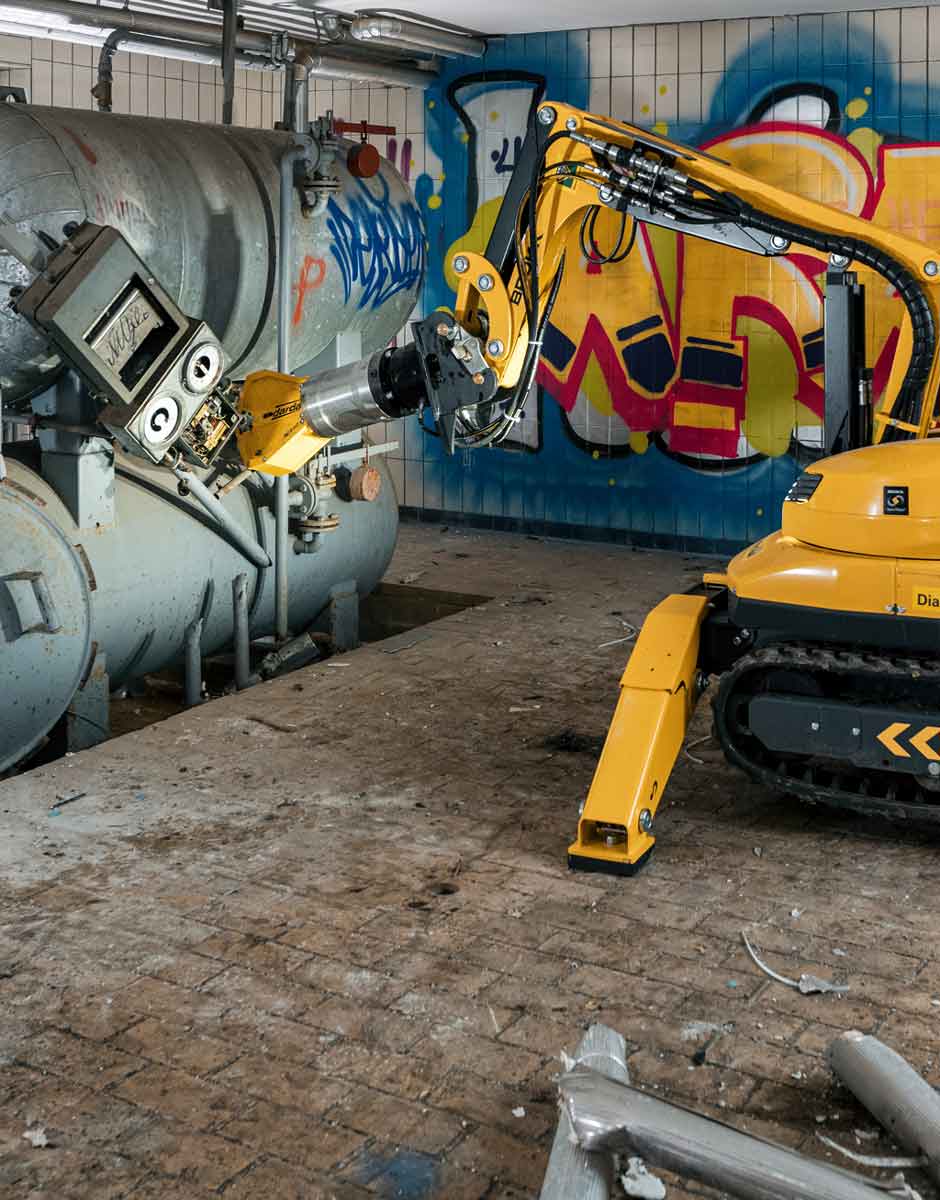
Darda entwickelt und produziert neben den handgehaltenen Abbruchgeräten ein umfassendes Sortiment an qualitativ hochwertigen Anbauwerkzeugen für die Bereiche Abbruch und Recycling. Alle unsere Komponenten werden unter Einbringung jahrzehntelanger Erfahrung besonders für den Einsatz unter extremen Arbeitsbedingungen konzipiert.
Wir wissen, was Sie von uns erwarten: Leistung, Qualität, Zuverlässigkeit und ein umfassendes Serviceangebot. Denn schließlich brauchen Profis wie Sie perfekte Lösungen für jede Art von Arbeitssituation.
Darda – Abbruchtechnologien
der Extraklasse!
Globales
Händler-
netzwerk
Darda arbeitet mit einem weltweit agierenden Vertriebs- und Servicenetz. Leistungsstarke Partner direkt vor Ort, um ein maximales Eingehen auf die Anforderungen unserer Kunden gewährleisten zu können.
Nehmen Sie mit Ihrem Händler Kontakt auf.
News und
Stories




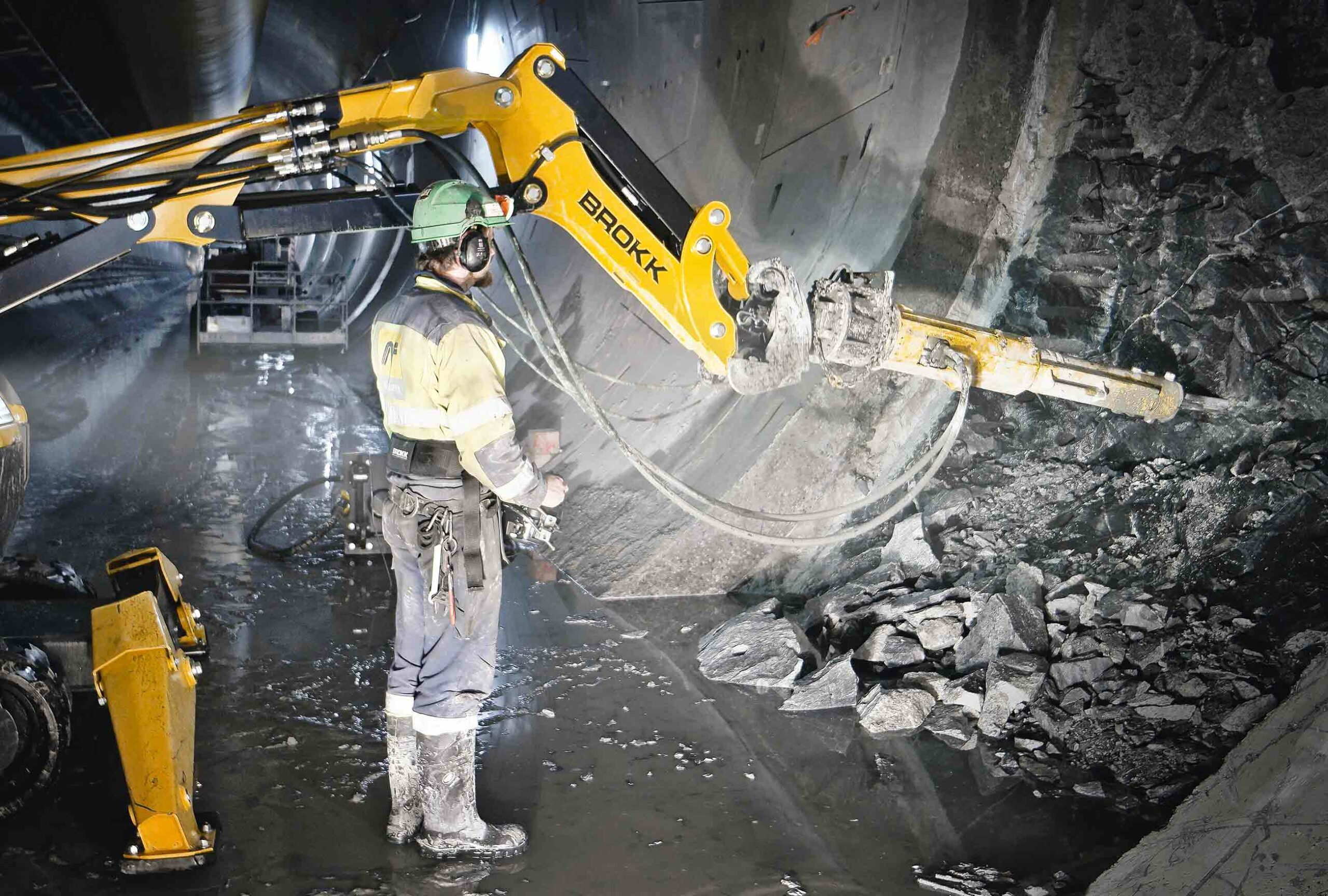
ABBRUCH OHNE
EINSCHRÄNKUNGEN

geräuscharm

vibrationsarm

staubarm
